
Overview
Highly accurate mill models for all types of mills
The mill model is achieved by assessment of how the mill responds to control commands. The actual response for each actuator can be derived on-line, or created from a theoretical model, then established by actual operation and expressed as a mathematical function. The combined reaction for all actuators in a mill creats an equation within the operational software which is used to decide how to control the mill in order to achieve optimal flatness performance.
Automatic adaption achieves optimal flatness
Multiple actuators with similar function can interfere with each other. Limiting this interference means applying a certain type of priority to each of them. The most efficient combination of control actions to reduce the flatness error is a least square fit of the action curves to the flatness error, adapting to the actuator priorities. Thus resolving the difference between actual and target flatness.
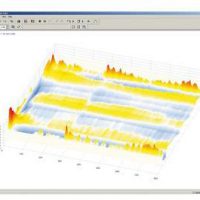
Flatness Control with Extended Singular Value Decomposition (ESVD)
A problem in many Cluster Mills is that several different actuator combinations will cause the same flatness change. To find the optimal actuator combination in any given situation has until recently been impossible. ABB:s patented method will however find these actuator combinations while considering all constraints e.g. actuator speed and available range. Minimal wear on actuators and bearings are achieved thru the optimal actuator pattern. Traditional control systems are extremely sensitive to model errors and flatness errors even if these are very small. The ESVD method ensure a robust, fully automatic control even in mills with a large number of actuators.




Reviews
There are no reviews yet.